Lasersaur: verschil tussen versies
(→Handleidingen en dergelijke) |
|||
| Regel 5: | Regel 5: | ||
== Handleidingen en dergelijke == | == Handleidingen en dergelijke == | ||
* [[Volledige controle Lasersaur]] - Voor ingebruikname na reparaties. | * [[Volledige controle Lasersaur]] - Voor ingebruikname na reparaties. | ||
| − | * [[Handleiding Lasersaur]] - Voor normaal gebruik. | + | * [[Handleiding Lasersaur]] - Voor normaal gebruik. |
| + | |||
| + | * Tips van Max / quickstart: | ||
| + | |||
| + | Algemeen: | ||
| + | Volgorde van handelingen: | ||
| + | Luchtfilter aanzetten (groene knopje naast werkplaatsdeur, wachten tot die niet meer knippert, oranje knopje indrukken, wachten tot deze niet meer knippert) | ||
| + | Alle luchtfilters dichtscroeven van andere apparaten zoals: kleine snijder, fume-hood, afzuiging bij metaalbewerkingstafel (anders verlies je een hoop onderdruk voor afzuiging van fumes) | ||
| + | Lasersaur luchtfilter openschroeven (hoef je natuurlijk niet dicht te schroeven in stap hiervoor) | ||
| + | Air assist pomp aanzetten (kleine hoekige schakelaartje op de pomp naar links (?) duwen) | ||
| + | Materiaal in de lasersaur leggen | ||
| + | Lenshoogte aanpassen (met een 8mm of 1cm blokje hout, misschien goed om een permanent kalibratieblokje te maken en een plek te geven bij de saur?) | ||
| + | Via de lasersaur-app (http://192.168.6.110/) je svg of ander bestand inladen | ||
| + | Snijden maar (blijf even opletten of de air assist goed werk en de fumes worden weggezogen) als je de air assist pomp aan hoort gaan na een tijdje, verloopt alles prima. | ||
| + | |||
| + | Extra tips: | ||
| + | Bij het snijden van schroefgaten of andere "nested" figuren, geef ze in de svg file een andere kleur. In de lasersaur-app kun je namelijk de volgorde van snijden bepalen en de instellingen (snelheid/power) bepalen per kleur. Door van binnenste figuren naar buiten te werken voorkom je dat je materiaal verschuift/valt na uitgesneden te worden wanneer het alsnog gelaserd moet worden. (schroefgaten die later worden gesneden komen er dan scheef uit) | ||
| + | |||
| + | Bij het snijden van plexiglas is het beter vaker te gaan snijden op lagere power, dan in een keer met hoge power er doorheen te gaan. Omdat plexiglas smelt/warped kan door de grote energieoverdracht het plexiglas na het snijden weer aan elkaar smelten nadat de laser er voorbij is omdat het nog steeds vloeibaar is. Ook voorkom je scheve randjes en trechtervormige gaatjes. | ||
| + | 5mm plexiglas --> 35-40% power, 900 speed, 2 keer --> Als het nog niet los zit (materiaal laten liggen en voorzichtig drukken erop om te kijken of het er uit valt) --> Dan nog 1 keer op 35% @ 1200-1500 | ||
| + | (dit was met zwart plexiglas, transparant plexiglas heeft misschien wat meer, zeg 5% extra, power nodig) | ||
| + | |||
| + | Af en toe (echt heel af en toe) doet de software wat raar en verschuift het 0 x 0 punt. Om te voorkomen dat je materiaal moet weggooien omdat het 0 punt verschuift en je het materiaal niet meer goed kan re-alignen, kun je het beste voor je begint altijd eerst 'homen' (mechanisch 0-punt vinden). Dit kun je doen door in de lasaur-app op het home-knopje rechtsboven te drukken. Als er nu wat fout gaat in de software, kun je het materiaal alten liggen en opnieuw homen en nog een keer snijden zonder materiaal weg te hoeven gooien. | ||
| + | |||
| + | Bij nieuw materiaal kun je het best even een [[testfile]] gebruiken om te kijken hoe diep en net het gesneden wordt bij verschillende snelheden/power. Hierin zijn lijntjes van groen tot rood te vinden. In de lasaur-app kun je dan elk lijntje een andere speed/power waarde geven in 1 job. Mijn advies is om de speed constant te houden (tussen de 600-1200) en de power te variëren tussen 30% en 80%. Vervolgens kun je de file gebruiken op een ander stukje materiaal om het effect van meerdere passes te onderzoeken. | ||
== Leveranciers van onderdelen == | == Leveranciers van onderdelen == | ||
Versie van 1 mei 2017 om 14:17
De Lasersaur (in goed nederlands: Lasersaurus), af te korten tot LS, is een grote op de Makerspace te bouwen open-source lasercutter: link naar de LaserSaur website
Voor de aanloop en organisatie van dit project zie: Grote_LaserCutter
Inhoud
Handleidingen en dergelijke
- Volledige controle Lasersaur - Voor ingebruikname na reparaties.
- Handleiding Lasersaur - Voor normaal gebruik.
- Tips van Max / quickstart:
Algemeen: Volgorde van handelingen: Luchtfilter aanzetten (groene knopje naast werkplaatsdeur, wachten tot die niet meer knippert, oranje knopje indrukken, wachten tot deze niet meer knippert) Alle luchtfilters dichtscroeven van andere apparaten zoals: kleine snijder, fume-hood, afzuiging bij metaalbewerkingstafel (anders verlies je een hoop onderdruk voor afzuiging van fumes) Lasersaur luchtfilter openschroeven (hoef je natuurlijk niet dicht te schroeven in stap hiervoor) Air assist pomp aanzetten (kleine hoekige schakelaartje op de pomp naar links (?) duwen) Materiaal in de lasersaur leggen Lenshoogte aanpassen (met een 8mm of 1cm blokje hout, misschien goed om een permanent kalibratieblokje te maken en een plek te geven bij de saur?) Via de lasersaur-app (http://192.168.6.110/) je svg of ander bestand inladen Snijden maar (blijf even opletten of de air assist goed werk en de fumes worden weggezogen) als je de air assist pomp aan hoort gaan na een tijdje, verloopt alles prima.
Extra tips: Bij het snijden van schroefgaten of andere "nested" figuren, geef ze in de svg file een andere kleur. In de lasersaur-app kun je namelijk de volgorde van snijden bepalen en de instellingen (snelheid/power) bepalen per kleur. Door van binnenste figuren naar buiten te werken voorkom je dat je materiaal verschuift/valt na uitgesneden te worden wanneer het alsnog gelaserd moet worden. (schroefgaten die later worden gesneden komen er dan scheef uit)
Bij het snijden van plexiglas is het beter vaker te gaan snijden op lagere power, dan in een keer met hoge power er doorheen te gaan. Omdat plexiglas smelt/warped kan door de grote energieoverdracht het plexiglas na het snijden weer aan elkaar smelten nadat de laser er voorbij is omdat het nog steeds vloeibaar is. Ook voorkom je scheve randjes en trechtervormige gaatjes. 5mm plexiglas --> 35-40% power, 900 speed, 2 keer --> Als het nog niet los zit (materiaal laten liggen en voorzichtig drukken erop om te kijken of het er uit valt) --> Dan nog 1 keer op 35% @ 1200-1500 (dit was met zwart plexiglas, transparant plexiglas heeft misschien wat meer, zeg 5% extra, power nodig)
Af en toe (echt heel af en toe) doet de software wat raar en verschuift het 0 x 0 punt. Om te voorkomen dat je materiaal moet weggooien omdat het 0 punt verschuift en je het materiaal niet meer goed kan re-alignen, kun je het beste voor je begint altijd eerst 'homen' (mechanisch 0-punt vinden). Dit kun je doen door in de lasaur-app op het home-knopje rechtsboven te drukken. Als er nu wat fout gaat in de software, kun je het materiaal alten liggen en opnieuw homen en nog een keer snijden zonder materiaal weg te hoeven gooien.
Bij nieuw materiaal kun je het best even een testfile gebruiken om te kijken hoe diep en net het gesneden wordt bij verschillende snelheden/power. Hierin zijn lijntjes van groen tot rood te vinden. In de lasaur-app kun je dan elk lijntje een andere speed/power waarde geven in 1 job. Mijn advies is om de speed constant te houden (tussen de 600-1200) en de power te variëren tussen 30% en 80%. Vervolgens kun je de file gebruiken op een ander stukje materiaal om het effect van meerdere passes te onderzoeken.
Leveranciers van onderdelen
- Stappenmotor.nl - Voordelig alternatief voor een deel van de aluminium profielen. En stappenmotoren natuurlijk :)
- Misumi - Mechanica en profielen die niet bij Stappenmotor te koop waren
- Nordt labs - De ontwikkelaars van de LaserSaur. Hier kochten we de speciale getande riemen
- kunstofShop - Voor de aluminium-composiet en polycarbonaat buitenbekleding van de Saur
- Zirkzee te Leiden - Locale leverancier van aluminium platen
- Elektronica Onderdelen Online - Voor vrijwel alle gewone elektronica componenten
Mechanica
De mechanica volgt grotendeels het originele ontwerp.
Nieuw ontwerp connector paneel 7: Bestand:La-pan-7 1.1.scad
Elektronica
Omdat het ontwerp van Nordt Labs niet aantrekkelijk leek, zo bleek het schema geheel onleesbaar, is hier een andere keuze gemaakt. Men ging uit van de industrële manier van machines bouwen. Het gaat om het toepassen van strikt gescheiden stroomkringen, uitgevoerd als een modulaire constructie op basis van rijgklemmen. Er volgt een beschijving per module of systeem.
230V gedeelte
Het 230V gedeelte bestaat achtereenvolgens uit:
- De netentree
- De hoofdschakelaar rechts voor op de machine
- Een zekeringautomaat + aardlekschakelaar - combinatie
- Het Pilz noodstoprelais
- Een aantal rijgklemmen om de 230V te verdelen naar:
- De drie geschakelde uitgangen voor afzuiging, waterkoeler voor de laser en air assist compressor
- De 24V voeding en de urenteller
- De laser voeding
24V gedeelte
Het 24V gedeelte bestaat uit
- De 24V voeding, een Meanwell RS-100-24 documentatie De gnd van het 24V systeem zit op deze voeding hard aan aarde.
- Het 24V verdeelblok. Dit bestaat uit rijgklemmen, iedere 24V groep is hier gezekerd en voorzien van een zekering-stuk-indicatieled.
De groepen zijn ongeveer per compartiment van de LS ingedeeld:
- Werkvlak, X en Y drivers. 2 AT
- Verlichting in het deksel 3.15 AT
- De controllers en de rest in het achterste compartiment. 2 AT.
- - reserve -
Lasrgrbl controller: Lorentz board

Dit is een Arduino-Uno variant ontworpen en gebouwd door user:Aart. Het draait de speciale LasaurGrbl firmware, die er in wordt geprogrammeerd door de Lasersaur app.
PDF van het schema: Bestand:Lorentz 1.1.pdf, Eagle bestand van het schema: Bestand:Lorentz 1.1.sch
De features van dit board zijn als volgt:
- 5V Step-down converter vanaf de 24V voeding: LM2574 datasheet
- Atmega328 microcontroller (datasheet) op 16 MHz kristal en met reset-functie over DTR zoals bij de Arduino Uno.
- Optisch geïsoleerde RS232 interface met DTR, naar keuze met echte RS232 levels via een MAX232 of "TTL". Scheiding dmv 6N137's. Voeding van het geïsoleerde deel via een DC-DC converter of uit de besturende computer in geval van TTL.
- Stevige protectie op het i/o dmv 15 mA PTC zekeringen en 5V1 / 1W zenerdiodes, tevens RC filters tegen HF interferentie.
- Gemonteerd op een 3D geprinte montage. Scad source: Bestand:Lorentz mount.scad
De nu in de LS toegepaste eerste versie van dit board, 1.0, bevat twee fouten: pin 2 van de sub-D is niet aangesloten en de pinout van OK3 is in de war. Beiden zijn opgelost met patches aan de onderkant van de print en het spiegelen van OK3.
BeagleBoard
De G-codes die het bovenstaande board uitvoert worden aangeleverd door een BeagleBoard dat de Lasersaur App draait.

Het kabeltje tussen BeagleBoard en Lorentz heeft de volgende aansluitingen:
| Functie op BB | BeagleBoard header pin | Kleur draad | Lorentz DB9 male pin | Functie op Lorentz |
|---|---|---|---|---|
| +5V | P9-7 | oranje (bundel met RESET) | 9 | +5V |
| GND | P9-45 en 46 | alles met wit, drie draden | 5 | GND |
| Serial1 Tx | P9-24 | oranje pair | 3 | Rx |
| Serial1 Rx | P9-26 | groen pair | 2 | Tx |
| GPIO2_9 | P8-44 | groen pair | 4 | DTR (reset) |
Stepper driver modules

Deze zijn voorlopig als protoype op gaatjesprint gebouwd. Er zit een Pollolu breakout board met daarop een DRV8825 driver in. De module voorziet verder in een locale 5V voeding, optisch gescheiden en beveiligde step- en dir inputs, DIP-switches voor de keuze van de stapgrote en een 0,1 Ohm shunt voor het met een DVM meten van de stroom door de motorwikkelingen. Om het laatste te doen is wel een los LPF nodig ivm de PWM sturing, hier is een speciaal kabeltje voor. Tevens moet de driver voor een juiste meting op full step staan. Het schema is alhier te vinden: Bestand:Stepper proto.pdf
Aansluitingen X- en Y kabels
Deze stranded FTP kabels lopen naar de stepper drivers bij de motoren en de bijbehorende eindschakelaars. De drain wire is bij de controller aan het chassis geaard.
| ader | Functie ! |
|---|---|
| Bruin | Stap |
| Bruin / wit | Stap retour |
| Oranje | Richting |
| Oranje / wit | Richting retour |
| Groen | Eindschakelaar richting laag |
| Groen / wit | Eindschakelaar richting laag (retour) |
| Blauw | Eindschakelaar richting hoog |
| Blauw / wit | Eindschakelaar richting hoog (retour) |
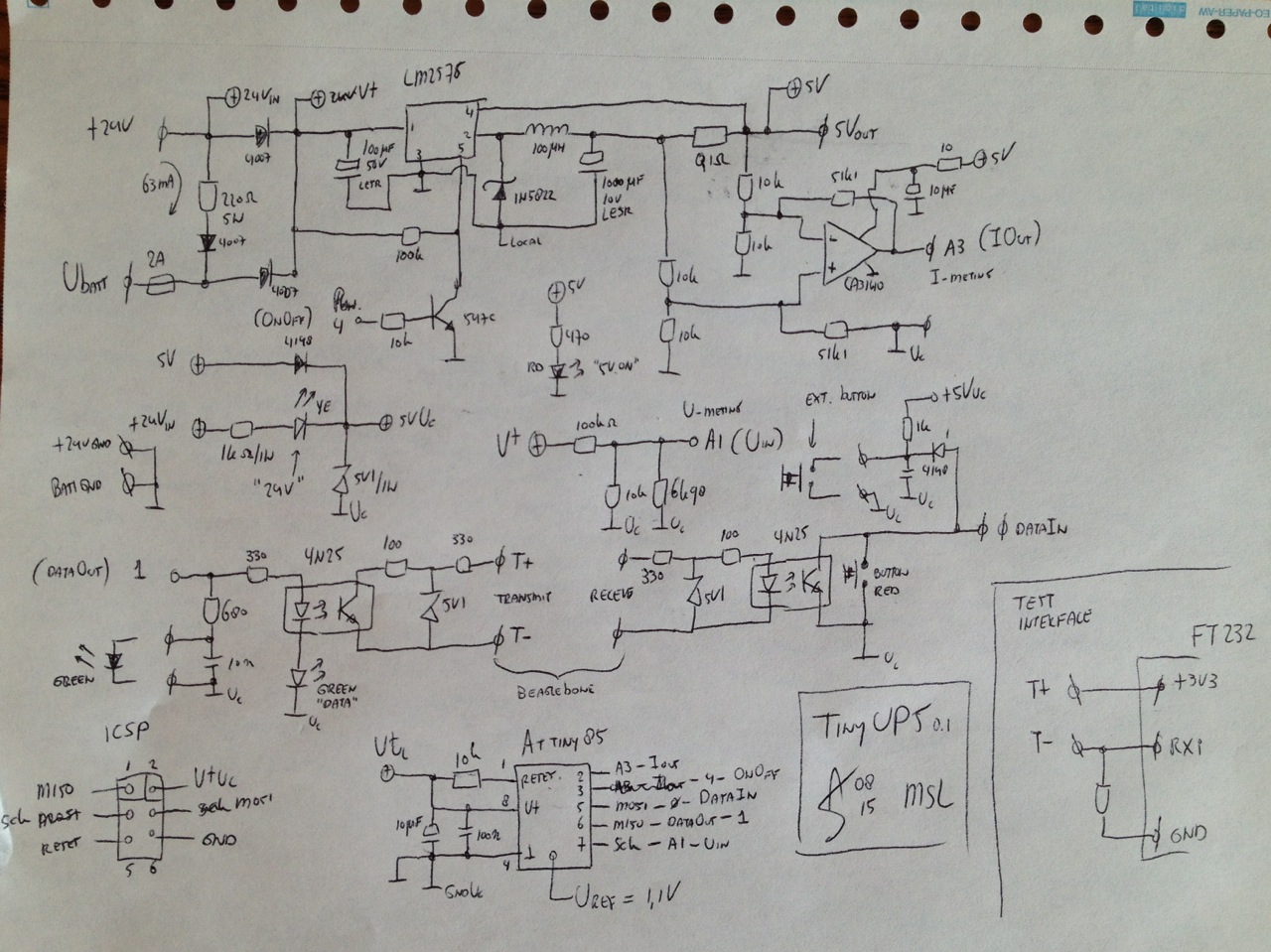
Mini - UPS module

Deze module wordt gevoed uit de 24V en biedt de volgende functies:
- 5V / 2A (3A max) uit een LM2576 voor het Beagleboard
- Noodvoeding van de 5V uit acht AA NiMH cellen. Het lek uit de cellen is als de 5V uit is ongeveer 160 uA.
- Druppelladen van de cellen met ongeveer 60 mA
- Uitschakelen van de 5V door een druk op de interne of externe knop of door een signaal van het Beagleboard zelf
- Meten van de ingangsspanning (de +24 of de accuspanning waar hij op draait) en uitgangsstroom op 5V en dit seriëel naar buiten duwen
- Indicatie leds intern: Geel: +24V aan, rood: +5V aan, groen: Status. Groen is ook extern aan te sluiten
- Communicatie van- en naar het BeagleBoard is gescheiden met enigzins beveiligde optocouplers
De module wordt bestuurd door een Attiny 85 welke onder de Arduino omgeving geprogrammeerd is. Het schema is hier te vinden: Media:Schema_ups.jpg (voorlopig met de hand getekend, excuses) , de firmware heeft een eigen tinyUpsFirmware pagina. De openscad bestanden zijn:
{kind=link}
Media:Ups_mount.scad voor de montage van de printplaat Media:Batteries.scad voor de batterijen en de print op het frame
Haal de zekering (= accu zekering) uit de UPS alvorens er aan te werken. De accu's kunnen voor hun formaat akelig veel stroom leveren
RFID Lezer
The RFID reader is a RFID RC522 - wired as follows:
| wire colour | RC522 pin | RC522 name | BeagleBone pin | BeagleBone name |
|---|---|---|---|---|
| Zwart | 1 | SDA | P9_17 | Chip Select (SS) |
| Bruin | 2 | SCK | P9_22 | Clock |
| Rood | 3 | MOSI | P9_18 | MOSI |
| Orange | 4 | MISO | P9_21 | MISO |
| Geel | 5 | IRQ | not | connected |
| Groen | 6 | GND | P9_1 | GND |
| Blauw | 7 | RESET | P9_15 | RESET |
| Paars | 8 | 3v3 | P9_3 | VCC |
Optica
Settings
Onderhoud
Optica schoongemaakt: 7-12-2017